
概要
作業区について解説する。作業区は作業手順に紐づくマスタであり、作業区の項目が作業手順の初期値となっているものも多いので、その点を意識しながら理解するとよい。
また、作業区は作業手順に紐づいているだけでなく、様々なマスタと紐づく。本記事では、原価計算に関連する話を中心に解説する。
カスタマイズ、トランザクションコード
- CR01 – 作業区 登録
- CR02 – 作業区 変更
- CR03 – 作業区 照会
- OP40 – 定義: 作業区カテゴリ
- OP45 – 定義: タスクリスト用途
- OP7B – 定義: パラメータ
- OP19 – 定義: 標準値キー
- OP42 – 定義:作業区の初期値
- OP35 – 定義: 作業効率キー
- OP51 – 定義: 計算式パラメータ
- OP54 – 定義: 作業区の計算式
- OP67 – 定義: 管理キー
作業区
作業区とは
実際に作業をする物理的な場所。生産ラインなど。作業員そのものを作業区で管理することもある。前述のとおり、作業区は作業手順に紐づくだけでなく、ネットワーク、品質検査計画、保全タスクリスト、概略計画プロファイルなどで使用する。
※6-1.製品原価計画(PCP)の概要に引き続き、車の原価計算を例にBOMイメージを提示する。
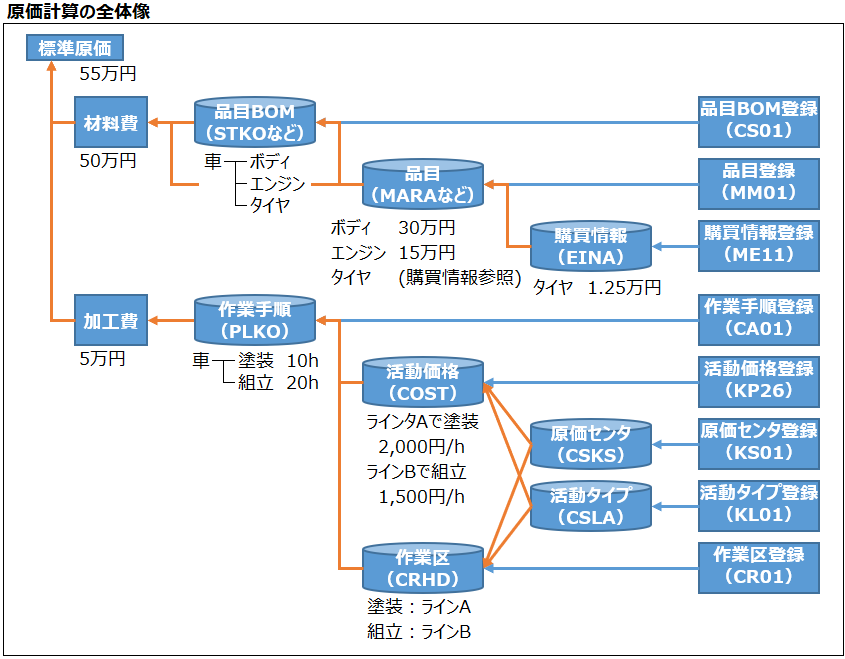
上図の例に、車の作業手順を見ると、塗装作業をする場所としてラインA、組立作業をする場所としてラインBが紐づいている。原価計算においては、原価センタ、活動タイプ、標準値を決める項目となる。
- 原価センタ
- 作業場所を原価センタの項目で管理している。費用計上や原価計算で利用する原価センタは、ここで指定した原価センタになる。※参考:1-2.原価センタ、原価センタグループ、標準階層
- 活動タイプ
- 作業の活動タイプを指定している。つまり、ここで指定した活動タイプによって原価要素が決まる。※参考:1-4.活動タイプ、活動タイプグループ
- 標準値
- 作業における費用計上の種類を指定する。組立における作業員の労働時間(労務費)、機械の稼働時間(経費)といった具合である。この費用計上の種類が作業手順の明細にセットされる。
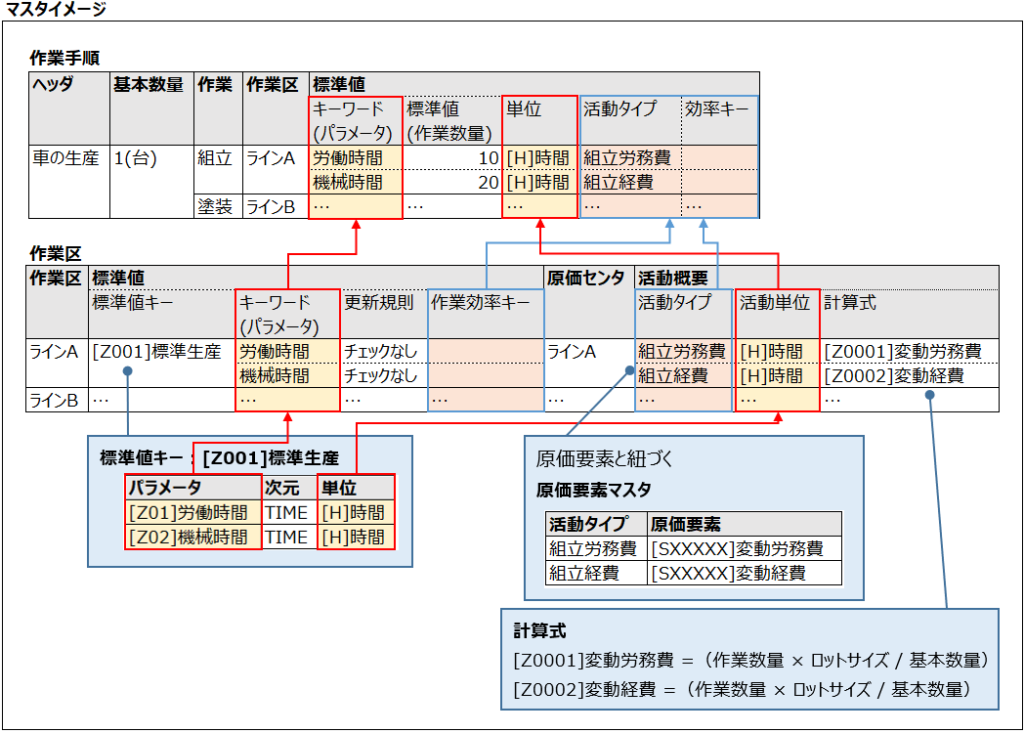
作業区は、プラントと作業区コードをキーとする。以降で各画面で設定する項目について解説するが、マスタの紐付きイメージを貼っておくので、こちらを頭に入れながら読み進めると理解しやすい。
作業区ヘッダ
作業区ヘッダで設定する項目は、作業区のコード値と名称くらいである。
| 項目 | 備考 |
|---|---|
| プラント | 生産を行うプラント。作業区のキーになる。 |
| 作業区 | 作業区のコード値。最大8桁で入力する。 |
| 名称 | 作業区の名称。 |
「基本データ」タブ
作業区カテゴリ
作業区のマスタ画面を制御している項目。作業区の分類ごとに作るイメージ。機械、生産ライン、作業者、など。マスタ画面にどの項目を並べるか、を制御している。
用途(タスクリスト用途)
作業区を利用できるタスクリストを制御している。タスクリストとは、[A]プラント保全、[N]作業手順、[Q]品質検査、など作業区を使うマスタの種類を表している。
特に制御しない場合、「[009]全タスクリストタイプ」をセットする。
標準値
作業における費用計上の種類を指定する。標準値は直接入力するのではなく、標準値キーを指定することで誘導される。
標準値キー
標準値キーは、作業における費用計上のグルーピングである。
例えば、塗装工程では人が機械を操作して行うと仮定する。作業員の労働時間は労務費、機械の稼働時間は経費として費用計上したい。このとき、標準値として、労働時間、機械時間、を設定し、労働時間は労務費、機械時間は経費と紐づけすることで、それぞれの計上科目を分けるのである。
つまり、別々の原価要素に費用を計上するための機能と言える。
標準値のキーワード(パラメータ)ごとに、更新規則と効率キーを設定する。
更新規則
作業時間を計上する際、入力必須のチェックをかけるかどうか制御する。以下の選択肢から指定する。
- チェックなし
- 入力不可
- 入力任意(入力した場合に警告を表示)
- 入力任意(入力しない場合に警告を表示)
- 入力必須
効率キー(作業効率キー)
目標時間に対する実積時間の割合。割合自体は直接入力ではなく、事前にカスタマイズで定義しておく。効率キーを入力すると、標準時間に割合をかけた時間が実積時間となる(はず)。
効率キーを作業区にセットしておくと、作業手順の初期値にセットされる。
「初期値」タブ
作業手順にセットする初期値を作業区で決めておく機能。ここで設定した項目は作業手順に自動誘導される。いくつか項目があるが、一番重要なのは次に説明する管理キーである。
管理キー
管理キーは、利用できるトランザクションをまとめたもの。日程計画に使う場合は、日程計画のフラグをONにする。同様に能力所要量、自動入庫、検査工程、など各種フラグがあり、それぞれのトランザクションで利用する場合はフラグをONにする。原価計算に含める工程には、原価計算フラグをONにする。
管理キーは、予めカスタマイズで設定しておき、作業手順の明細(作業)に割当する形で利用する。作業登録の度に、ON/OFFを設定するわけではない。
「原価計算」タブ
原価計算タブには、原価計算に関する項目が設定されている。特に重要な項目は原価センタ、活動タイプ、計算式である。
原価センタ
作業場所を表す原価センタを指定する。費用計上する原価センタであり、原価計算時に活動価格(賃率)を取得する条件になる。※参考:1-2.原価センタ、原価センタグループ、標準階層
活動概要
活動概要には、以下の項目を設定する。
- 活動タイプ
- 作業の活動タイプを指定している。つまり、ここで指定した活動タイプによって原価要素が決まる。※参考:1-4.活動タイプ、活動タイプグループ
- 活動単位
- 活動の単位。[H]時間、など。
- 計算式
- 原価計算に必要な計算式を入力する。例えば、組立の労務費を「作業数量(作業時間)×ロットサイズ/基本数量」というように入力する。入力はパラメータ(コード値)を用いて入力するため、実際には「[SAP_09]作業数量 × [Z01]ロットサイズ / [SAP_08]基本数量」といった具合になる。
- パラメータ、および計算式はそれぞれカスタマイズで設定する。SAP標準で用意されているものもあるし、ユーザ独自での追加も可能。なお、計算式では「原価計算で使用可能」フラグをONにすること。
- 原価積上時は先程の計算式に作業効率、活動単価を加味して金額を求める。
例:計算式(20h×1/1=20h) / 作業効率(50%) × 活動単価(1500円/h) ⇒ 6万円
カスタマイズ操作方法
トランザクション
- SAPメニュー>ロジスティクス>生産>マスタデータ>作業区>作業区>
- 登録(Tr-Cd:CR01)
- 変更(Tr-Cd:CR02)
- 照会(Tr-Cd:CR03)
カスタマイズ
- SPRO>ロジスティクス – 一般>プロダクトライフサイクルマネジメント (PLM)>基本データ>作業区>
- 一般データ>
- 定義: 作業区カテゴリ(Tr-Cd:OP40)
- 定義: タスクリスト用途(Tr-Cd:OP45)
- 標準値>
- 定義: パラメータ(Tr-Cd:OP7B)※各パラメータの名称、次元、単位を設定
- 定義: 標準値キー(Tr-Cd:OP19)※標準値キーにパラメータを割当
- 設定:責任者
- 定義:作業区の初期値(Tr-Cd:OP42)※作業区マスタの初期値を設定(マスタ内の初期値タブとは異なるので注意)
- 原価計算>
- 定義: 作業効率キー(Tr-Cd:OP35)
- 作業区の計算式>
- 定義: 計算式パラメータ(Tr-Cd:OP51)
- 定義: 作業区の計算式(Tr-Cd:OP54)
- 作業手順>作業データ>定義: 管理キー(Tr-Cd:OP67)
- 一般データ>
テーブル
| テーブルID | 内容説明 | 備考 |
|---|---|---|
| CRHD | 作業区ヘッダ | |
| CRTX | 作業区、生産資源/治工具のテキスト | |
| CRCO | 作業区を原価センタに割当 | |
| CRCA | 作業区能力割当 |
コメント